Mold design and manufacturing in modern industrial production occupies an important position, its accuracy will directly affect product quality and production efficiency.Precision control is key to achieving optimal results.
However, the precision control technology of equipment in the mold manufacturing process is complex and demanding.
With the rapid development of intelligent manufacturing technology, the traditional design and manufacturing methods have been unable to meet the demand for high-precision and high-efficiency production.
Therefore, in the mold manufacturing process, the configuration optimization of the CNC system is the key to achieve high-precision processing, through the optimization of hardware configuration and software control, to achieve efficient and stable operation of the equipment.
Optical measurement and feedback control technology improves processing accuracy by monitoring errors in the processing process in real time and dynamically adjusting them.
The temperature environment control system controls the temperature of the production environment, reducing the processing errors caused by temperature fluctuations and ensuring the stability of the production process.

Mold processing
Mold design equipment precision control technology
1. CAD/CAM technology
CAD / CAM (computer-aided design and computer-aided manufacturing) technology through digital means to integrate and automate mold design and manufacturing.
CAD technology uses software for geometric design, parametric modeling, and mold accuracy analysis to create accurate 2D and 3D models and predict and verify design performance through finite element analysis and thermal analysis.
Parametric modeling allows for quick design adjustments to ensure consistency and reliability.
CAM technology translates CAD models into machining instructions to perform high-precision manufacturing with CNC machine tools.
The process includes tool path generation, machining parameterization, simulation verification, and CNC code generation to ensure stable and accurate machining.
2. Finite Element Analysis
Finite Element Analysis (FEA) is a method based on numerical calculations for structural strength and deformation analysis in mold design.
FEA predicts a mold’s performance under actual working conditions by decomposing a complex geometric structure into a limited number of simple elements and calculating the stresses, strains, and displacements of these elements.
This method can identify potential problems in the design, optimize the use of materials, reduce the cost of testing, improve the reliability and accuracy of the design, and is an indispensable and important tool in mold design.
The specific analysis steps are as follows.
The displacement vector representation is shown in equation (1):

Where: u – displacement vector;
N – shape function matrix;
d – node displacement vector.
The strain – displacement relationship is shown in equation (2):

Where:
ε – strain vector;
B – strain-displacement matrix.
The stress-strain relationship (the constitutive relationship for linear elastic materials) is shown in equation (3)

In Eq:
σ – stress vector;
D – elasticity matrix.
The unit stiffness matrix is shown in equation (4):

Eq:
K (e ) – cell stiffness matrix;
V (e ) – cell volume.
The global equilibrium equation is shown in equation (5):

Where: K – Global stiffness matrix;
F – node external force vector.
Through the above equations, FEA simplifies the mold’s complex structure into computable finite units. It uses numerical methods to solve these equations and predict the mold’s performance under various operating conditions.
3. Accuracy optimization algorithm
Accuracy optimization algorithm is a mathematical model and computational methods for optimizing the configuration of various parameters in the design and manufacture of the mold, with the purpose of improving product accuracy.
This study mainly applies genetic algorithm, the specific process is as follows.
Population initialization is shown in equation (6):

Where: P(0) – initial population, consisting of randomly generated N individuals pi
consisting of N randomly generated individuals pi.
The adaptive assessment is shown in equation (7):

Where: f(pi ) – fitness value of individual pi;
wj – weighting coefficients;
g j (pi ) – the value of the objective function.
The selection operation is shown in equation (8):

Where: P’ (t) – initial population, consisting of N randomly generated individuals pi.
The crossover operation is shown in equation (9):

Where: p “i – new individuals generated after crossover;
α – crossover coefficient;
p’i, p’j – two parental individuals involved in crossover.
The mutation operation is shown in equation (10):

Where: pi (t+1) – new individuals after mutation;
β – coefficient of variation;
N(0,σ2 ) – normally distributed noise with mean 0 and variance σ2 .
The termination condition judgment is shown in equation (11):

Where: t – current number of generations;
Tmax – maximum number of generations;
p best -optimal individual;
Fth – adaptation threshold.
Through the application of these optimization algorithms, the best combination of parameters can be determined at the design stage and dynamically adjusted in the manufacturing process to ensure that the final accuracy of the mold meets the expected requirements.
Mold manufacturing process equipment precision control strategy
1. CNC system configuration optimization
1.1 Challenges in Traditional CNC Systems for Mold Manufacturing
Currently, mainstream CNC systems in mold manufacturing face several challenges, primarily due to insufficient hardware configuration, outdated software control algorithms, and inadequate environmental monitoring. These limitations result in difficulties in achieving higher machining accuracy and efficiency.
1.1.1 Hardware Limitations
Traditional ball screws and linear guides suffer from large lead errors and backlash, affecting machining precision.
Servo motor response speed and control accuracy are limited, reducing overall system performance.
1.1.2 Software Control Challenges
Conventional interpolation algorithms struggle with real-time adjustments, leading to speed fluctuations and position errors.
Error compensation techniques lack accuracy in dynamic corrections.
Adaptive control mechanisms are inadequate for complex and changing processing conditions.
1.2 Optimized CNC System Configuration
To address these issues, a precise control optimization strategy is developed, focusing on hardware upgrades, software algorithm improvements, and enhanced environmental monitoring.
1.2.1 Hardware Optimization
High-precision components are used to minimize errors and improve machining stability:
- High-Precision Ball Screws and Linear Guideways:
- Lead error reduced to ≤ 5μm.
- Backlash controlled within ≤ 3μm.
- Friction coefficient lowered to ≤ 0.005, ensuring smooth motion.
- High-Performance Servo Motors:
- Features high torque and low inertia for better responsiveness.
- Encoder resolution improved to 0.1μm, ensuring precise positionin
1.2.2 Software Control Enhancements
Advanced control algorithms enhance machining accuracy and system performance:
- Improved Interpolation Algorithm:
- Complex curve trajectories are decomposed into tiny straight-line or arc segments, reducing speed fluctuations.
- Position error controlled within ≤ 2μm.
- Real-Time Error Compensation:
- High-precision sensors collect real-time data to dynamically adjust tool position and machining parameters.
- Compensation accuracy reaches 1μm.
- Adaptive Control Technology:
- Real-time monitoring of cutting force, cutting temperature, and vibration.
- Automatic adjustment of cutting parameters within a ±10% range.
- Ensures machining accuracy within ≤ 3μm.
1.3 Comparison with Traditional CNC Strategies
Compared to conventional CNC control strategies, the precise control optimization strategy offers significant improvements in hardware precision, software algorithm efficiency, and environmental monitoring. These enhancements lead to:
- Higher machining precision and stability.
- Better adaptability to complex processing conditions.
- Improved efficiency and reduced processing errors.
By integrating advanced hardware, intelligent software algorithms, and real-time monitoring, this CNC system optimization strategy ensures high-precision mold manufacturing with superior reliability and performance.
2. Optical measurement and feedback control
2.1 Challenges of Traditional Measurement and Adjustment Methods
In mold manufacturing, relying on traditional measurement methods and manual adjustments leads to several issues:
- Limited Measurement Accuracy: Traditional methods cannot achieve high-precision measurement, affecting the final product quality.
- Feedback Lag: Manual adjustments introduce delays in correcting machining errors.
- Human Error: The adjustment process depends on operator experience, increasing the risk of inconsistencies.
- Slow and Contact-Based Measurement: Traditional methods rely on contact measurement, which:
- Slows down the measurement process.
- Causes slight surface damage to the workpiece, affecting quality.
2.2 Optical Measurement Technology for High-Precision Measurement
To address these challenges, this paper proposes optical measurement and feedback control technology for precise control optimization.
2.2.1 Non-Contact Optical Measurement
Optical measurement eliminates physical contact and provides high-speed, high-precision surface data using:
- Laser Scanning Technology
- Achieves sub-micron level measurement accuracy.
- Rapidly captures the 3D surface data of the workpiece.
- Interferometric Measurement Technology
- Uses light wave interference to enhance accuracy.
- Can measure at the nanometer level, significantly improving precision.
2.2.2 Advantages Over Traditional Measurement
Compared to contact-based methods, optical measurement provides:
- Higher Precision – Achieves sub-micron to nanometer accuracy.
- Faster Speed – Rapid 3D data collection improves efficiency.
- Non-Contact Process – Prevents workpiece surface damage.
2.3 Real-Time Feedback Control for Closed-Loop Adjustment
Feedback control technology is integrated with optical measurement to further enhance machining precision.
2.3.1 Closed-Loop Control System
The feedback control system works as follows:
- High-precision sensors collect real-time machining data.
- The CNC system immediately analyzes detected errors.
- The system automatically compensates for deviations without manual intervention.
2.3.2 Error Compensation Accuracy
- The system achieves 1μm compensation accuracy, ensuring machining consistency.
- Dynamic adjustments eliminate human adjustment errors and feedback lag.
2.4 Comparison with Traditional Methods
| Feature | Traditional Measurement | Optical Measurement + Feedback Control |
|---|---|---|
| Measurement Type | Contact-based | Non-contact (laser & interferometry) |
| Speed | Slow | High-speed data collection |
| Precision | Micron-level | Sub-micron to nanometer level |
| Surface Damage | Possible | None |
| Feedback Adjustment | Manual, with lag | Real-time, automatic |
| Error Compensation | Limited | 1μm accuracy |
2.5 Conclusion: Advancing Mold Manufacturing with Optical Measurement
By combining optical measurement technology and feedback control systems, this strategy:
- Improves precision and efficiency in mold manufacturing.
- Eliminates manual errors and reduces feedback lag.
- Prevents workpiece damage while achieving high-speed, high-accuracy measurement.
This advanced measurement and control approach ensures consistent, high-precision machining, making it a superior alternative to traditional methods.
3. Deployment of temperature environment control system
3.1 Challenges in Traditional Temperature Control
In mold manufacturing, temperature and environmental control mainly rely on basic air-conditioning systems and simple cooling measures. However, these traditional methods present several challenges:
- Low Temperature Control Accuracy: Standard air-conditioning systems cannot maintain precise temperature stability.
- Inefficient Heat Source Management: Uneven heat dissipation causes localized overheating and large temperature gradients.
- Limited Environmental Monitoring: The lack of real-time tracking makes it difficult to prevent thermal deformation, ultimately reducing machining precision and product quality.
Traditional cooling measures, such as fan-based cooling and passive heat dissipation, often fail to distribute heat uniformly, leading to dimensional instability in machined parts.
3.2 Optimization Strategy: Precise Temperature Control System
To address these issues, we introduce a precise temperature and environment control system to enhance stability and machining accuracy.
3.2.1 Constant Temperature Control System
A high-precision constant temperature control system implements advanced air-conditioning and heating equipment.
- Temperature Control Accuracy: ±0.1°C
- Processing Environment Stability: Fluctuations controlled within ±0.5°C
By ensuring precise temperature regulation, this system reduces the impact of ambient temperature variations, effectively minimizing thermal expansion and contraction in both equipment and workpieces.
3.2.2 High-Efficiency Cooling System
We deploy an advanced cooling system, using circulating coolant and cooling gas for efficient heat dissipation.
- Coolant Circulation: A precise piping system regulates the cooling effect, maintaining a stable ±0.2°C temperature difference.
- Thermal Stress Reduction: Keeping workpieces and tools at a controlled temperature significantly reduces thermal deformation.
3.3 Advantages of the Optimized System
Compared to traditional methods, the optimized temperature and environmental control system provides:
- Higher precision in temperature regulation
- More effective heat source management
- Real-time environmental monitoring
This strategy effectively controls thermal deformation, significantly improving the precision and quality of mold manufacturing and ensuring greater stability and reliability in production.
Case study of equipment precision control
1. Case Overview
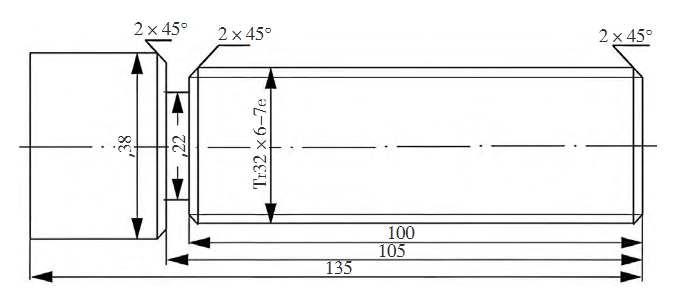
This case study selects the design and manufacturing project of an aeroengine blade mold. The project aims to improve the blade mold’s manufacturing accuracy to meet the strict requirements of high-performance aeroengine blades.
In the design phase of the mold, CAD/CAM technology creates and optimizes digital models to generate an accurate 3D geometric model.
The key parameters in the design process include the bending radius, thickness and angle of the blade, with the bending radius controlled at ±0.02mm, the thickness controlled at ±0.01mm, and the angle error not exceeding 0.1°.
After the design is completed, it enters the stage of mold manufacturing, using high-precision CNC machine tools for processing.
The CNC machine features high-precision ball screws and linear guides, boasting a lead error of less than 5μm and a backlash of less than 3μm, ensuring processing accuracy.
During the machining process, we set the cutting parameters as cutting speed 300m/min, feed speed 0.05mm/r, and cutting depth 0.1mm.
Optical measurement and feedback control technology monitors and adjusts errors in real time during the machining process, achieving a measurement accuracy of 0.5μm and an error compensation accuracy of 1μm in the feedback control system.
Through these technical means, to ensure that the final manufacturing accuracy of the blade mold to meet the design requirements, surface roughness control within R a0.4μm.
2. Analysis of precision control effect
This paper compares the precision control effect before and after optimizing mold manufacturing to verify the effectiveness of the optimization measures.
Table 1 shows the key parameters before and after optimization comparison data, including machining accuracy, surface roughness and error compensation accuracy.

Table 1 Comparison of precision control effect before and after optimization
The data in Table 1 show that the machining accuracy after optimization significantly improved from ±4.8μm before optimization to ±1.9μm.
This is mainly due to the application of high-precision CNC machine tools and advanced error compensation technology.
After optimization, the surface roughness decreases from 0.65μm to 0.38μm, indicating a significant improvement in the smoothness of the machined surface, which meets the requirements of high-performance blades.
The improvement in error compensation accuracy is also significant, from 3.2μm to 1.1μm, thanks to the implementation of real-time optical measurement and feedback control technology.
The tool life was extended from 150h to 215h, showing that the optimized cutting parameter settings and temperature control system effectively reduced tool wear and extended its service life.
In addition, the optimization measures increased the cutting speed from 280.5m/min to 302.3m/min and reduced the machining time from 12.3h to 8.7h, demonstrating improvements in both machining efficiency and production cycle time.
The optimization measures reduced the temperature fluctuation range from ±1.2℃ to ±0.4℃, further minimizing the influence of thermal deformation on machining accuracy.
Comprehensive analysis of the above, the optimized process researched in this paper has gained improvement in machining accuracy, surface quality, efficiency and equipment life, which verifies the advantages and feasibility of the precision control optimization measures.
Conclusion
This paper carries out a systematic study on the precision control of equipment in mold design and manufacturing, applying CAD/CAM technology, finite element analysis, precision optimization algorithms, optimization of the configuration of the CNC system, optical measurement and feedback control, as well as the temperature environment control system.
In this paper, through the integration of a variety of advanced technical means, to achieve high precision control of the mold manufacturing process, improve product quality and production efficiency.
The optimization of CNC system configuration effectively improves the positioning accuracy and response speed of the equipment;
Optical measurement and feedback control technology realizes real-time error monitoring and dynamic compensation to ensure the accuracy of the machining process;
The temperature environment control system reduces the impact of thermal deformation on machining accuracy by stabilizing the temperature of the machining environment.
Future research can focus on more intelligent control systems and higher precision measurement technology to cope with the increasingly complex and stringent mold manufacturing requirements, and continue to promote the progress and application of manufacturing technology.