Metal cutting machining removes excess material to achieve the desired geometry, accuracy, and surface quality, with the core issue being the interaction between the tool and workpiece, especially the cutting and counter-cutting actions.
To improve productivity, and product quality and reduce costs, modern companies optimize their production by using new tools. The improvement of tool materials is the key to the development of tool technology. Optimizing tool geometry based on advanced materials improves cutting conditions and machining effects. CIRP’s report shows that tool speed doubles and tool life nearly triples every 10 years due to material advancements. New materials enhance cutting performance, and optimized geometry maximizes their benefits.
Modern cutting tools not only need to meet the needs of high-speed cutting, hard cutting, composite cutting, and other advanced technologies, but also need to consider the diversification of product functions, structural rationalization aesthetic appearance, and other aspects. Tool design has largely relied on experience and trial-and-error, making it inefficient, time-consuming, and a bottleneck in developing new tools for advanced cutting and machining technologies. Therefore, there is an urgent need to adopt more advanced tool design technology.
The innovation of tool structure, material, and coating technology has promoted the rapid development of cutting and machining technology. This paper will discuss recent advancements in tool design, materials, and coatings, focusing on the development of cutting tools to improve machining efficiency in manufacturing.
Tool structure design technology
1. The characteristics of tool structure design
- Difficulty of space angle calculation: tool design involves the calculation of multiple space angles, which makes the design process complex and difficult.
- Complicated shapes: Tool designs often involve very complicated shapes, requiring precise drawing and modeling skills, especially when it comes to the shape and geometry of the cutting part.
- Same shape but many dimensions: Even if the shape of the tool is similar, different dimensional requirements lead to increased design complexity.
2. Design challenges and solutions for complex shaped tools
Designers often create complex tool shapes, especially for indexable inserts, with intricate edges and chip-breaking grooves for efficient chip-breaking. Researchers use various modeling approaches to build 3D models of cutting tools.
Modeling Methods
- Synthesis (Equivalent Blade Method): This method simplifies the modeling process by converting complex tool geometries into equivalent simplified blades for subsequent design and machining.
- Decomposition method (differential knife edge method): this method will decompose the complex shape of the tool into several tiny knife edge units, one by one for modeling and calculation, suitable for more delicate tool design.
3. CAD technology in the tool design application
With the popularization of computer-aided design (CAD) technology, the tool design process has become more efficient and accurate. Currently, CAD software widely used in tool design includes:
- UG, Pro/E, I-DEAS, and other software: These software programs can accurately simulate tool design with powerful 3D modeling, drawing, and engineering analysis functions.
- Secondary development to improve applicability: Some CAD software is customized through secondary development to enhance its applicability and improve design efficiency in specific industries.
- Integrated design functions: Modern CAD software combines 3D modeling, CNC machining, and parts assembly on a single platform, offering a complete tool design solution for quick task completion.
Advantages and impact
- Simplify the design and calculation: CAD technology simplifies tool design by eliminating hand drawing and enabling parametric design and quick adjustments.
- Enhance the level of design: CAD technology has improved tool design accuracy and speed, enabling designers to handle complex shapes and drive innovation.
CAD technology for cutting tools
4. Tool strength analysis and innovative design
Engineers use engineering analysis technologies like finite element analysis for tool strength simulation. This lets designers analyze force, stress, strain, and temperature distributions to identify weak points and optimize tool design and life.
5. Innovation drive of tool structure
As industries like automotive, aerospace, and mold manufacturing grow, tool structures evolve to meet higher cutting and processing demands. The following are some of the typical performances of tool structure innovation in the field:
- Automotive industry: Special tools in automobile manufacturing enhance process innovation, improve efficiency, and reduce costs.
- Mold industry: Efficient machining tools like multifunctional face milling cutters, ball end milling cutters, modular end milling systems, insert milling cutters, and large feed milling cutters have accelerated mold industry development.
- Aerospace industry: To meet aerospace demands, engineers have developed advanced tools like high-speed face milling cutters and end mills for aluminum alloys. These tools feature novel structures and deliver superior performance.
6. New insert structure
These innovative inserts include:
- Multi-functional, multi-station variable angle tools, like machine-clamped plum blades, enhance cutting efficiency and adapt to various conditions.
- Highly efficient shaving inserts that are particularly suitable for turning operations.
- Designers design milling cutter inserts with a front angle and ball end mill inserts to meet specific and complex cutting requirements.
- Anti-flying high-speed milling cutter inserts enhance stability and safety during high-speed machining.
7. Application of 5-axis linkage CNC technology
The five-axis linked CNC tool grinder makes the geometric parameters of end mills, drills, and other general-purpose tools more diversified, breaking through the limitations of traditional standard tools and adapting to different machined materials and machining conditions. This technology enhances cutting performance and creates new cutting effects. The unequal helix angle end mill reduces tool vibration, lowers surface roughness, and increases the depth of cut and feed rate, improving machining efficiency and surface quality.
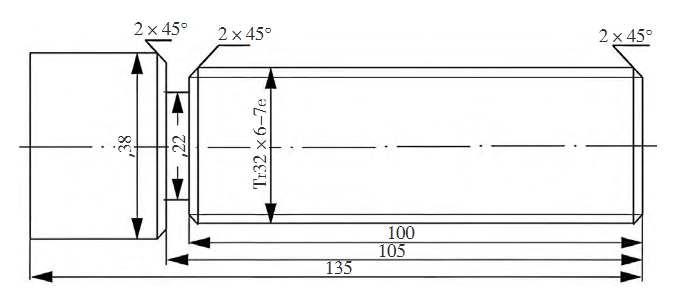
8. Innovation of high-efficiency thread machining tools
Tungsten carbide taps and thread milling cutters, especially the latter, have greatly enhanced thread machining efficiency and enabled high-speed cutting. These versatile tools reduce costs and are widely used in various thread processing applications.
9. Specialized tool manufacturing and intelligence
Tool manufacturers continue to develop composite or specialized tools, and innovative machining processes, giving full play to the function of the machine tool. With the application of microelectronics technology, sensing technology, and intelligent tools, active control and optimization of tools have become possible. Intelligent tools can make adjustments based on real-time data from the machining process to optimize cutting results, extend tool life, and improve machining accuracy.
Tool Material
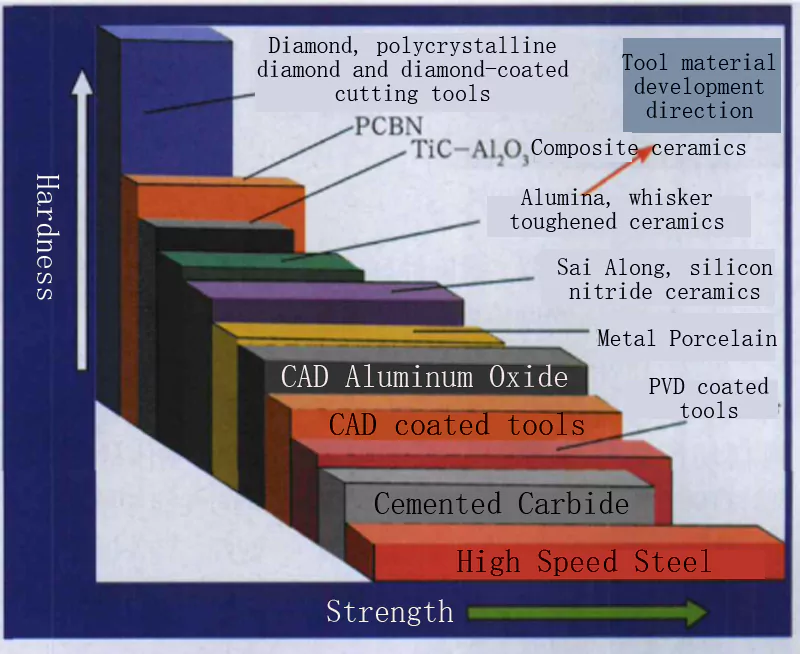
The choice of tool material is critical to machining performance and efficiency. The current use of a wide range of cutting tool materials, mainly including diamond, cubic boron nitride, ceramics, cermets, carbide, and high-speed steel. Each material has different performance characteristics and is suitable for specific machining tasks.
1. Diamond
Manufacturers widely use diamond, one of the hardest materials, in the production of high-performance tools s.is dividends into four categories:
- Natural diamond: Natural diamond tools are the most expensive but also have the sharpest cutting edge. They commonly use them in ultra-precision machining to manufacture micromechanical parts, optical mirrors, navigation gyroscopes, computer hard disk chips, and other components.
- Synthetic monocrystalline diamond: With excellent size, shape, and chemical stability, it mainly serves in wood processing, particularly in the high wear-resistant coating of wood flooring.
- Polycrystalline Diamond (PCD): We make polycrystalline diamond tools by pressing diamond micro powder with cobalt as a binder under high temperature and high pressure, which results in excellent wear resistance. These tools primarily cut non-ferrous metals, silicon and aluminum alloys, cemented carbide, and other hard-to-machine materials.
- Diamond Coated: Diamond-coated tools combine the hardness of diamonds with the machinability of other materials, making them commonly used for machining super hard materials.
2. Cubic Boron Nitride (CBN)
Scientists synthesize cubic boron nitride (CBN) under high pressure and temperature, giving it high hardness and Young’s modulus. CBN’s advantage over diamonds is its superior thermal and chemical stability, especially for machining ferrous metals.
- PCBN (Polycrystalline Cubic Boron Nitride): PCBN tools are ideal for machining cast iron, heat-resistant alloys, and ferrous metals with hardness above HRC 45. They enable high-speed cutting up to 2,000 m/min and are widely used in the automotive industry for finish machining engine components like gears, shafts, and bearings. These parts used to rely on grinding to ensure precision and surface quality.
- Mechanical and Thermal Properties: CBN content and bonding phase affect tool performance. Low CBN PCB tools are ideal for finishing steel (HRC45~65), while high CBN PCBN tools are suited for high-speed roughing and semi-finishing of materials like nickel-chromium cast iron, hardened steel, and cemented carbide.
- CBN without bonded phase: Researchers are developing CBN materials without a bonded phase, offering high thermal conductivity, hardness, thermal stability, and strength at elevated temperatures. Bonded-phase-free CBN is expected to become the next generation of cutting tool materials.

New Structure Cutting Tools
3. Ceramics
We can divide ceramic cutting tool materials into three categories based on their chemical composition.
Alumina-based Ceramics
Alumina-based ceramics have excellent chemical stability and a low affinity for ferrous metals, making them resistant to bonded wear. Their solubility in iron is only 1/5 of the solubility of WC in iron, leading to less diffusion wear. Additionally, they have strong oxidation resistance. However, their strength, fracture toughness, thermal conductivity, and thermal shock resistance are lower compared to other ceramics. As a result, alumina-based ceramics are mainly used in high-speed cutting of steel, particularly in high-speed operations, where they outperform silicon nitride ceramics.
Silicon Nitride-based Ceramics
Silicon nitride-based ceramics, when compared to alumina-based ceramics, offer higher strength, fracture toughness, thermal shock resistance, and a lower coefficient of thermal expansion. Their chemical stability is excellent, and they do not easily bond with cast iron, making them ideal for high-speed machining of cast iron materials.
Sai Aaron Ceramics
Sai Aaron Ceramics is a composite material consisting of silicon nitride and alumina ceramics. This composite combines high strength, fracture toughness, oxidation resistance, thermal conductivity, resistance to thermal shock, and high-temperature creep resistance. Despite its low coefficient of thermal expansion, which makes it unsuitable for machining steel, it excels in roughing cast iron and nickel-based alloys.
Silicon Carbide Whisker-Toughened Ceramics
To further enhance the performance of ceramic tools in machining new materials, researchers have developed silicon carbide whisker-toughened ceramics. These ceramics are particularly effective for high-speed cutting of composites and aerospace heat-resistant alloys (e.g., nickel-based alloys), though they are not suitable for machining cast iron and steel.
Ceramic Tool Manufacturing Methods
There are two primary methods for manufacturing ceramic tools: hot pressing and cold pressing.
- Hot Pressing Method: In this method, powdered raw materials are pressed into inserts through high temperature and pressure. The hot pressing method produces higher-quality ceramic tools and is currently the main manufacturing method used for ceramic knives.
- Cold Pressing Method: This method involves pressing the powder at room temperature and then sintering it. Cold pressing is suitable for producing tools with complex surface shapes or holes.
4.TiC(N)-based cemented carbide
TiC(N)-based Cemented Carbide is a cutting tool material with high density, high hardness, good chemical stability, and small coefficient of friction, widely used in high-speed finish machining of carbon steel, stainless steel, and malleable cast iron, etc. It has good abrasion resistance and can provide excellent surface roughness.
Common types of metal ceramics include:
- TiC+Ni or Mo: TiC-based alloys with high wear resistance, suitable for high-precision cutting.
- TiC+WC+TaC+Co: cermet with high fracture toughness, suitable for high-speed cutting.
- Toughened titanium nitride-based cermet: suitable for applications requiring high toughness and wear resistance.
- TiCN+NbC: provides good wear resistance and thermal shock resistance, suitable for complex cutting conditions.
5. Cemented Carbide
Powder metallurgy produces cemented carbide by combining high-hardness, refractory metal compounds (such as WC, TiC, etc.) with metal binders like cobalt or nickel l. It plays an important role as a material in modern cutting. The emergence of cemented carbide tools makes high-speed cutting and hard cutting possible, greatly improving cutting efficiency.
As cutting-edge technology progresses, innovations in the development of Cemented Carbide continue to emerge. The research of new cemented carbide focuses on improving its hardness, wear resistance, and tool life, and commonly used technologies include:
- Fine-grained and ultra-fine-grained Cemented Carbide: Improve wear resistance and tool life by refining the grain size of the hard phase.
- The addition of tantalum, niobium, and other elements: can increase the hardness and strength of the tool.
- Surface coating technology: They coat the surface of the Cemented Carbide with materials that have higher wear and corrosion resistance.
Ultra-fine grain carbide tools’ high hardness and strength allow them to handle complex, difficult-to-machine materials like high-temperature alloys and heat-resistant stainless steel.
6. High-speed steel
As demand for better machining efficiency and quality grows, traditional high-speed steel shows its limitations, leading to the development of new high-performance high-speed steel with improved mechanical properties through adjusted chemical composition and added alloying elements.
Powder metallurgy high-speed steel is made by melting steel in a high-frequency furnace, spraying it into fine powder, and molding it with hot isostatic pressing. It has smaller grains, no carbide segregation, and offers higher strength, toughness, and hardness, making it ideal for higher cutting speeds and tougher materials.
Tool coating technology and coating materials
In the cutting process, tool materials need to withstand high temperatures (300~1200°C), high pressures (100~10000N/), high speeds (1~30m/s), and large strain rates (~/s). As a result, tools need to have high hardness, wear resistance, high strength, and toughness. However, these properties often conflict with each other. Coated tools have become one of the best solutions to this conflict by coating high-strength and tough base materials with materials that are resistant to heat and wear. The bond between the coating material and the base material must be strong and not easily dislodged. Coating technology will play an important role in enhancing tool performance and promoting the progress of cutting technology due to its remarkable effect, good adaptability, and rapid response.
1. Common tool coating technology
- Chemical vapor deposition (CVD)
The chemical vapor deposition method typically uses a vacuum furnace at a high temperature of 1000 ℃, where the coating material deposits onto the surface of the tool substrate through vacuum coating or arc evaporation. It takes about 4 hours to deposit a coating layer of about 15 μm. CVD widely coats carbide tools and enhances the performance of inserts through drill peening.
- Physical vapor deposition (PVD)
Physical vapor deposition (PVD) operates similarly to CVD but at around 500°C. Initially, manufacturers applied PVD to high-speed steel and later expanded its use to carbide tools. The method allows for single or multi-layer coatings, features a low deposition temperature, and suits certain temperature-sensitive materials.
- Plasma Chemical Vapor Deposition (PCVD)
This method combines CVD and plasma technology to enhance the densification and adhesion of coatings, and manufacturers commonly use it for carbide coatings.
- Other coating methods
Also includes the salt bath dip plating method, plasma spraying, pyrolytic deposition coating, a chemical coating method, etc. Each method has different characteristics and scope of application.
Cutting tool materials
2. Commonly used coating materials
- Titanium Nitride (TiN)
Since the 1980s, manufacturers have used titanium nitride (TiN) coatings on cutting tools, enhancing hardness, and wear resistance, and reducing friction, which extends tool life. It is ideal for machining low alloy and stainless steel.
- Titanium Carbonitride (TiCN)
TiCN coating has higher hardness and wear resistance than TiN, with a gray surface. Its tools can work at higher cutting speeds and feed speeds, 40% higher feed speeds, and 60% higher cutting speeds than TiN coatings, and are suitable for machining a variety of materials.
- Titanium Aluminide Nitride (TiAlN)
TiAlN coating is ideal for high-temperature cutting due to its oxidation resistance and thermal stability, making it suitable for cutting hardened steel, titanium alloys, and high-silicon aluminum alloys.
- Diamond Coating
High-speed cutting of aluminum and other non-ferrous metals, such as copper and brass, often uses chemical vapor deposition (CVD) diamond coatings. These coatings are commonly applied to complex-shaped tools, such as inserts with chip breakers and drills.
- Ceramic Coating
As ceramics have high wear, temperature, and corrosion resistance, their use as a coating material can improve the overall performance of the tool, reduce friction, and extend tool life.
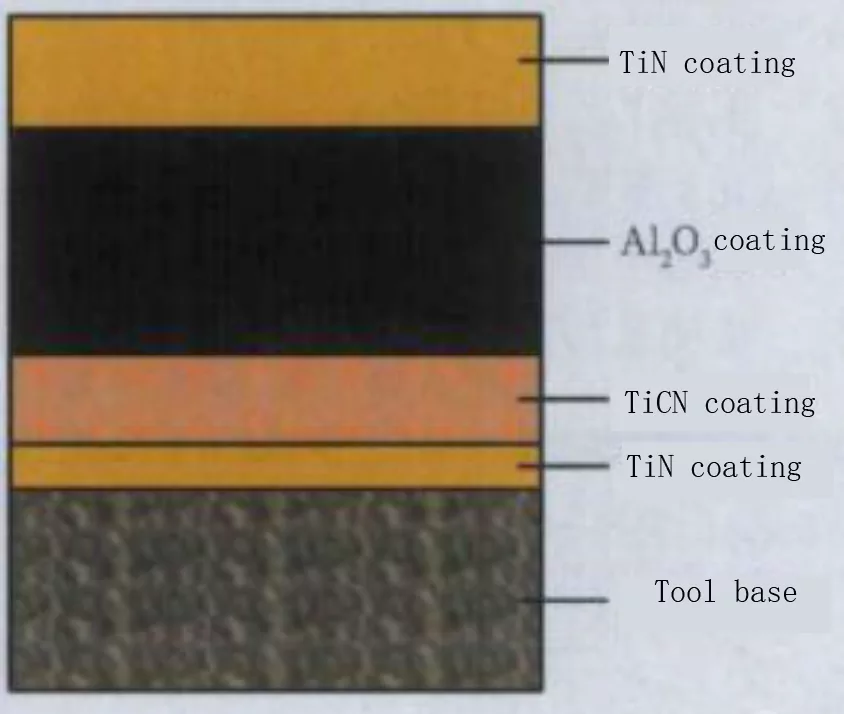
Multi-layer coated tools
3. Advantages of coated tools
- Increase cutting speed
Coated carbide tools allow higher cutting speeds than uncoated tools, thus improving machining efficiency or significantly extending tool life at the same cutting speed.
- Reduced coefficient of friction
The coefficient of friction of coated tools is smaller, so the cutting force is lower and the machined surface quality is better.
- Wide applicability
The coated tool’s versatility allows it to adapt to various cutting conditions and materials.
New coating development
At present, nano-coating has become an important development direction of coating technology. Nano-coatings, made by layering hundreds of nanometer-thick materials, enhance tool hardness, strength, and fracture toughness, with Vickers hardness reaching HV2800-3000. They improve wear resistance by 5%-50% over traditional submicron materials. Combining physical and chemical vapor deposition further optimizes tool performance for higher cutting speeds and tougher machining conditions.
Through continuous technological innovation, the application of coated tools in the fields of hard cutting, high-temperature cutting, and precision machining is promising.
Conclusion
Tool design is a harmonious combination of tool geometry, cutting materials, and coatings. Only by adopting advanced tool design and promoting new tool development can we meet the growing demand for modern machining technology.
The global manufacturing industry is restructuring, with developed regions like Europe, the U.S., Japan, and South Korea optimizing their resources. China has become a key destination for the transfer of manufacturing from these regions. However, China’cutting-edgeng technology still lags behind international standards. Developing advanced cutting and machining technology, especially tool design, is crucial for improving machining efficiency and strengthening the manufacturing sector.
By prioritizing and advancing cutting-edge cutting technology, we will achieve our goal of becoming a strong manufacturing nation.